- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

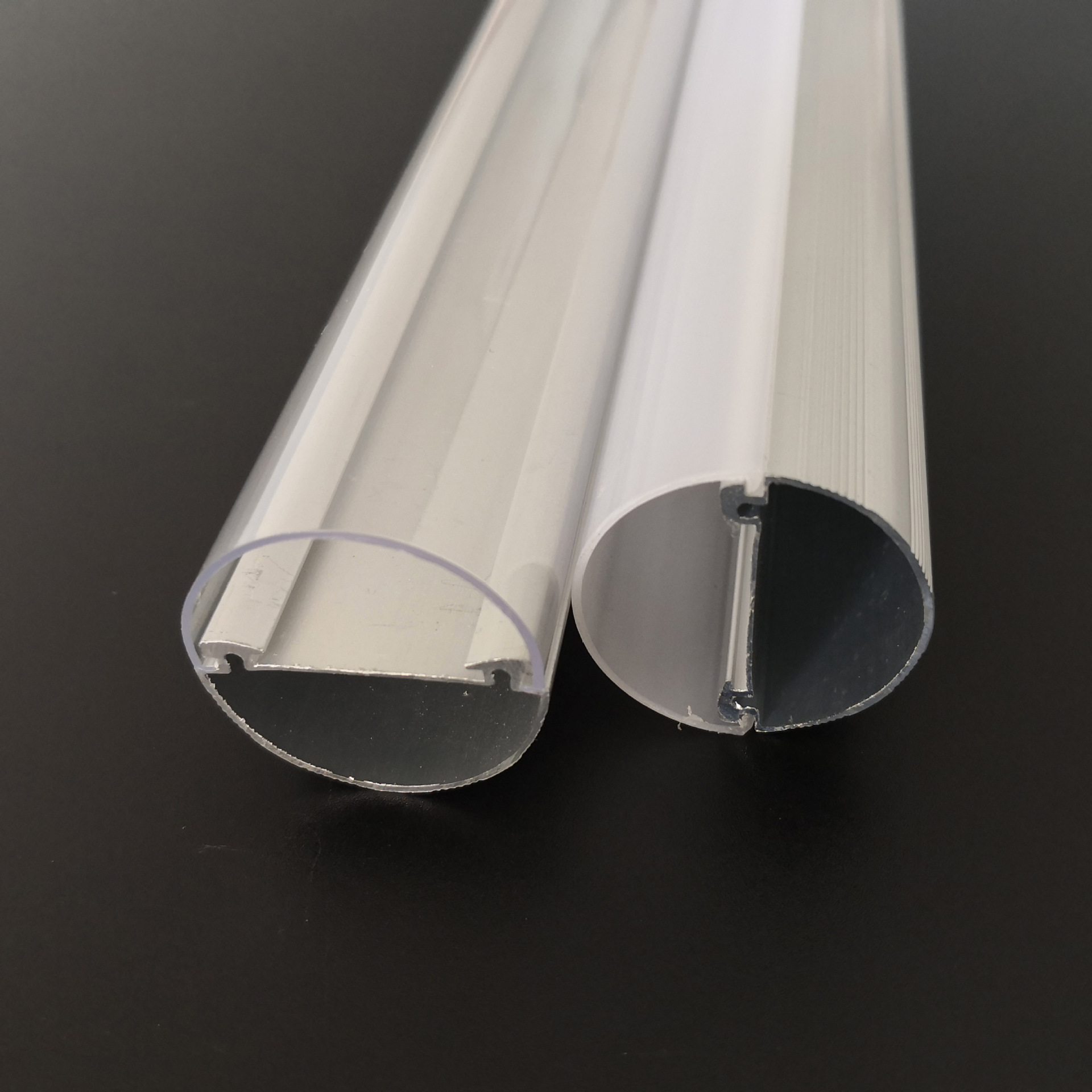
ປະສົບການການຜະລິດ PC extrusion
ການປ້ອງກັນລ່ວງໜ້າ:
1. ໃນເວລາທີ່ຄວາມກົດດັນຂອງການສັກຢາແມ່ນສູງ, ອຸນຫະພູມໃນທໍ່ແມ່ນສູງເກີນໄປຫຼືເວລາທີ່ຢູ່ອາໄສຍາວ, ມັນງ່າຍທີ່ຈະເຮັດໃຫ້ເກີດການທໍາລາຍຄວາມຮ້ອນ, ການປ່ຽນສີແລະຄຸນສົມບັດທາງກາຍະພາບຕ່ໍາ. ຄວນສັງເກດວ່າອຸນຫະພູມ mold ແມ່ນ 85 ° C ~ 120 ° C. (1) ຄວບຄຸມຄວາມຊຸ່ມຊື່ນຕໍ່າກວ່າ 0.02%; (2) ຕາກໃຫ້ແຫ້ງຢູ່ທີ່ 120 ອົງສາເຊ ເປັນເວລາ 4 ຊົ່ວໂມງ, ແລະບໍ່ໃຫ້ເກີນ 150 ອົງສາເຊ.
2. ມັນເປັນການຍາກໂດຍສະເພາະແມ່ນການປະກອບເປັນຜະລິດຕະພັນສໍາເລັດຮູບຫນາ, ເນື່ອງຈາກວ່າຜະລິດຕະພັນສໍາເລັດຮູບມີແນວໂນ້ມທີ່ຈະເປັນຄວາມກົດດັນຕົກຄ້າງ, ຊຶ່ງຈະເຮັດໃຫ້ເກີດຮອຍແຕກໃນອະນາຄົດ, ສະນັ້ນ, ດີກວ່າການນໍາໃຊ້ຊິລິໂຄນຜົງເປັນຕົວປ່ອຍແທນທີ່ຈະເປັນຂອງແຫຼວປ່ອຍ.
3. ກອບເປັນຈໍານວນຮຽກຮ້ອງໃຫ້ມີອຸນຫະພູມສູງແລະຄວາມກົດດັນສູງ, ແລະປະເພດ screw ເປັນ shuttle ຕ້ອງໄດ້ຮັບການນໍາໃຊ້.
4. ວັດສະດຸຄວນໄດ້ຮັບການຕາກໃຫ້ແຫ້ງຢ່າງເຕັມທີ່ກ່ອນທີ່ຈະນໍາໃຊ້.
5. ການອອກແບບປະຕູຮົ້ວແລະ runner ຄວນມີຄວາມຕ້ານທານການໄຫຼຂະຫນາດນ້ອຍ.
6. ຜະລິດຕະພັນ molded ຄວນໄດ້ຮັບການອອກແບບທີ່ມີຄວາມຫນາໃກ້ຊິດກັບກໍາແພງ, ແລະພາກສ່ວນໂລຫະຄວນໄດ້ຮັບການຫຼີກເວັ້ນ. ນອກຈາກນັ້ນ, ຄວາມເລື່ອນການຖອດຕ້ອງສູງກວ່າ 2°.
7. ອັດຕາການຫົດຕົວຂອງແມ່ພິມ 0.4%~0.7%, ແຮງໂນ້ມຖ່ວງສະເພາະ 1.2~1.5.
8. ອຸນຫະພູມຄວາມຮ້ອນ 230 ~ 310 ℃ , ອຸນຫະພູມ mold 80120 ℃ , ອຸນຫະພູມທໍ່ວັດສະດຸ 260 ~ 310 ℃ , ອຸນຫະພູມອຸປະກອນການ ejection 280 ~ 320 ℃ , ຄວາມກົດດັນສີດ 800 ~ 1500kg / cm2 , ການດໍາເນີນງານຕໍາ່ສຸດທີ່ອຸນຫະພູມ 260 ° C.
9. ໃຊ້ເຄື່ອງອົບ dehumidifying, ອຸນຫະພູມການແຫ້ງແມ່ນ 105 ~ 120 ° C (ຕ່ໍາກວ່າ 0.02 ~ 0.03%), ມັນໃຊ້ເວລາ 24 ຊົ່ວໂມງ, ພາກສ່ວນທໍາອິດຂອງອຸນຫະພູມທໍ່ວັດສະດຸແມ່ນ 260 ~ 270 ° C; ພາກທີສອງແມ່ນ 260 ~ 270 ° C; ພາກທີສາມ ຂັ້ນຕອນທໍາອິດແມ່ນ 240 ~ 250 ° C; ຂັ້ນຕອນທີສີ່ແມ່ນ 220 ~ 230 ° C; ອຸນຫະພູມດ້ານ mold ແມ່ນ 40 ~ 60 ° C. ການຕັ້ງຄ່າອຸນຫະພູມ: nozzle 230 ~ 300 ℃, ພາກຫນ້າ 260 ~ 280 ℃, ພາກກາງ 265 ~ 275 ℃, ພາກຫລັງ 250 ~ 270 ℃; ຄວາມໄວສະກູ 40 ~ 160 rpm, ອຸນຫະພູມ mold 80^120 ℃, ຄວາມກົດດັນສີດ 1000 ~ 1400kg / cm2, ຄວາມກົດດັນກັບຄືນໄປບ່ອນ 5-15kg, ອັດຕາສ່ວນການບີບອັດສະກູ 2.4, L / D 15 ~ 24.
JE ເປັນຜູ້ຜະລິດ PC extrusion ມືອາຊີບໃນປະເທດຈີນ,
ສໍາລັບຜະລິດຕະພັນ extrusion PC ເພີ່ມເຕີມ, ກະລຸນາເບິ່ງທີ່: www.jeledprofile.com
ນອກນັ້ນທ່ານຍັງສາມາດຕິດຕໍ່: sales@jeledprofile.com
ໂທ/Whatsapp/Wechat: 0086 13427851163
ທີ່ຜ່ານມາ:ຄຸນສົມບັດຂອງວັດຖຸດິບ PC extrusion