- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

ຫນຶ່ງໃນເງື່ອນໄຂ mold extrusion PC -- ການວິເຄາະວັດສະດຸ
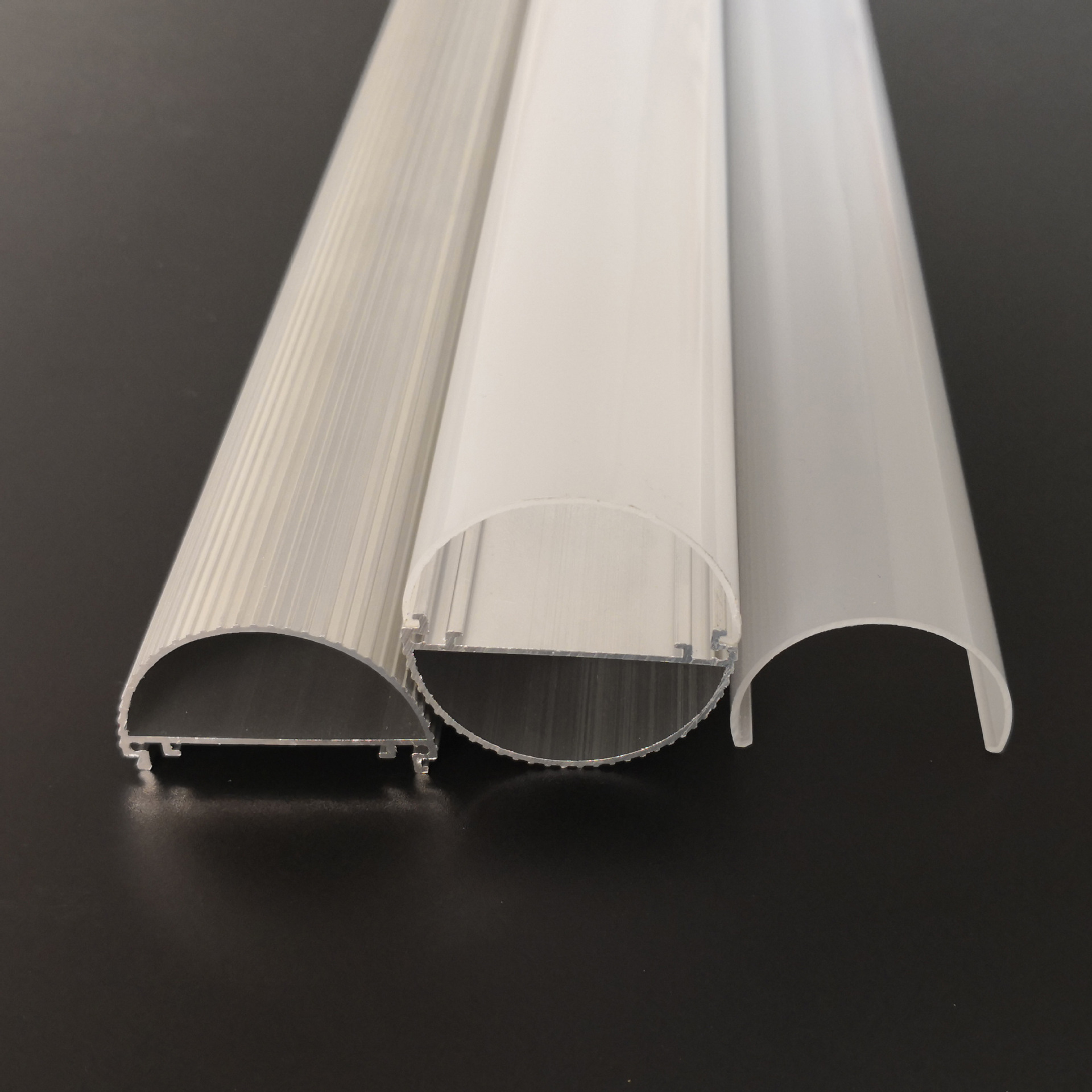
ອັດຕາສ່ວນຕົ້ນຕໍຂອງອຸປະກອນ PC / ABS ໃນຕະຫຼາດແມ່ນວ່າ PC ກວມເອົາ 60% ຫາ 70%, ແລະ ABS ກວມເອົາ 30% ຫາ 40%. ອັດຕາສ່ວນທີ່ແຕກຕ່າງກັນສ່ວນໃຫຍ່ແມ່ນເພື່ອປັບປຸງຄວາມຄ່ອງຕົວຂອງ melt, formability, electroplatability ແລະຮູບລັກສະນະຂອງ PC, ແລະປັບປຸງການຕໍ່ຕ້ານຄວາມຮ້ອນ, ການຕໍ່ຕ້ານຜົນກະທົບແລະຄວາມແຂງຂອງຜະລິດຕະພັນ ABS. ແຕ່ໃນແງ່ຂອງເປົ້າຫມາຍການແກ້ໄຂໂດຍລວມ, ການໄດ້ຮັບຮູບແບບທີ່ດີ, ຮູບລັກສະນະແລະການຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍຂອງ PC ແມ່ນສໍາຄັນທີ່ສຸດ. PC/ABS, ເຊັ່ນ PVC-U, ເປັນວັດສະດຸໂພລີເມີອາສະໂນ, ແລະຮູບຮ່າງຂອງມັນມີການປ່ຽນແປງກັບອຸນຫະພູມດັ່ງທີ່ສະແດງຢູ່ໃນຮູບ 1, ບ່ອນທີ່ Tg ເປັນຕົວແທນຂອງອຸນຫະພູມການປ່ຽນແປງຂອງແກ້ວ, Tf ເປັນຕົວແທນຂອງອຸນຫະພູມການປ່ຽນແປງຂອງນ້ໍາ viscous, ແລະ subscripts 1 ແລະ 2 ເປັນຕົວແທນ. ວັດສະດຸ PVC-U ແລະ PC/ABS. ມັນສາມາດເຫັນໄດ້ຈາກຮູບ 1 ວ່າຮູບຮ່າງໂດຍລວມຂອງທັງສອງແມ່ນຄ້າຍຄືກັນກັບອຸນຫະພູມ, ແຕ່ວັດສະດຸ PC / ABS ມີອຸນຫະພູມການປ່ຽນແປງແກ້ວຂ້ອນຂ້າງສູງແລະອຸນຫະພູມການປ່ຽນແປງການໄຫຼ viscous.
ອີງຕາມການປຽບທຽບຕົວກໍານົດການປະຕິບັດຂອງສອງວັດສະດຸ, ຄວາມຫນາແຫນ້ນແລະການຂະຫຍາຍຕົວຄູນຂອງສອງວັດສະດຸແມ່ນທຽບເທົ່າ, ແລະອັດຕາການຫົດຕົວບໍ່ແຕກຕ່າງກັນຫຼາຍ. ຍົກເວັ້ນຄວາມແຕກຕ່າງຂະຫນາດໃຫຍ່ໃນອຸນຫະພູມການຫັນປ່ຽນຮູບຮ່າງ, ມີພຽງແຕ່ຄວາມແຕກຕ່າງທີ່ແນ່ນອນໃນອັດຕາການໄຫຼຂອງລະລາຍ. ນີ້ສະແດງໃຫ້ເຫັນວ່າໂຄງສ້າງ molding extrusion ຂອງ PC / ABS ສາມາດສ້າງຕັ້ງຂຶ້ນບົນພື້ນຖານຂອງໂຄງສ້າງ molding extrusion PVC-U, ແຕ່ເນື່ອງຈາກຄວາມແຕກຕ່າງຂອງບາງຕົວກໍານົດການ, ໂຄງສ້າງ molding extrusion ບໍ່ສາມາດຈະຄືກັນຫມົດ, ຖ້າບໍ່ດັ່ງນັ້ນຈະມີ. ບັນຫາການສ້າງຊຸດ. ຍົກຕົວຢ່າງ, ອັດຕາການໄຫຼຂອງເຄື່ອງ PC/ABS ແມ່ນສູງກວ່າວັດສະດຸ PVC-U, ສະແດງໃຫ້ເຫັນວ່າການໄຫຼຂອງມັນດີກວ່າຢູ່ໃນສະພາບທີ່ເສື່ອມໂຊມ, ດັ່ງນັ້ນໄລຍະຫ່າງລະຫວ່າງຫົວຕາຍ extrusion ແລະຕາຍຮູບຮ່າງບໍ່ຄວນເກີນໄປ. ຂະຫນາດໃຫຍ່, ຖ້າບໍ່ດັ່ງນັ້ນ parison ຈະເຂົ້າໄປໃນຮູບຮ່າງຈາກຫົວຕາຍໃນລະຫວ່າງການຂະບວນການ molding, mold blocking ອາດຈະເກີດຂຶ້ນໄດ້ຢ່າງງ່າຍດາຍເນື່ອງຈາກການຜິດປົກກະຕິຂອງແຜ່ນເຫຼັກຫຼາຍເກີນໄປ.
JE ແມ່ນໂຮງງານທີ່ມີຄວາມຊ່ຽວຊານໃນການຜະລິດຢາງພາດສະຕິກ, ສໍາລັບລາຍລະອຽດເພີ່ມເຕີມ, ກະລຸນາເບິ່ງທີ່:
ຫຼືກະລຸນາຕິດຕໍ່:sales@jeledprofile.com
ໂທ/Whatsapp/Wechat: 0086 13427851163
ທີ່ຜ່ານມາ:ໂຄງສ້າງໂດຍລວມຂອງ PC/ABS extrusion